
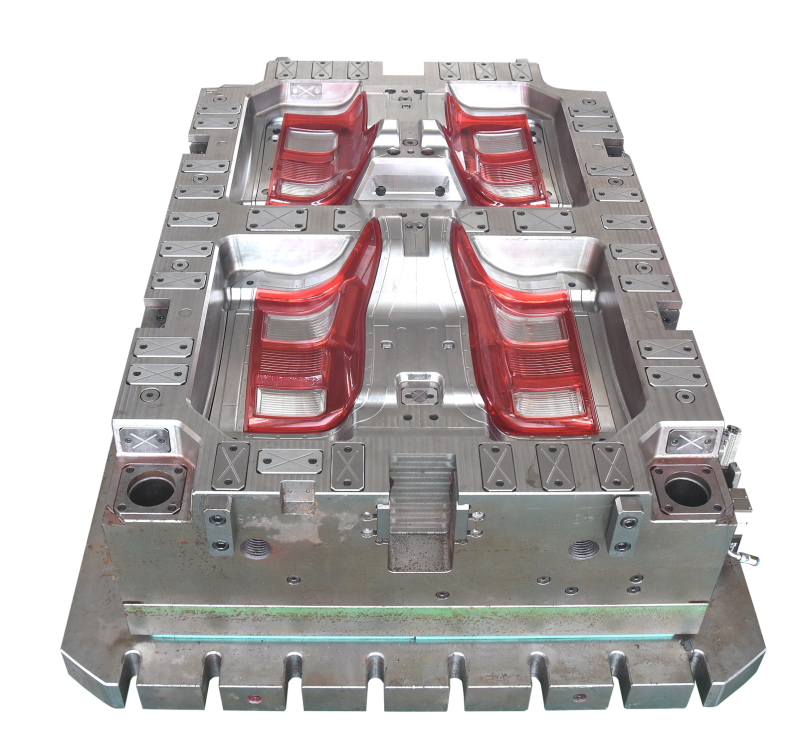
Branża części zamiennych do samochodów ciężarowych obserwuje gwałtowny zwrot w kierunku niestandardowych rozwiązań oświetleniowych, a dwukolorowe światła tylne stają się coraz bardziej popularnym trendem. W przeciwieństwie do tradycyjnych soczewek jednokolorowych lub klejonych elementów, dwukolorowe formowanie wtryskowe łączy czerwone i przezroczyste sekcje w jedną, bezszwową całość. Technologia ta eliminuje klejenie, zmniejsza ryzyko awarii części i umożliwia tworzenie złożonych geometrii.—Kluczowe dla nowoczesnych projektów ciężarówek, wymagających zarówno estetyki, jak i integralności strukturalnej. Duzi detaliści, tacy jak RealTruck, wykorzystują teraz konfiguratory 3D, aby zaprezentować te zaawansowane soczewki, odzwierciedlając rosnące zainteresowanie konsumentów zintegrowanymi systemami oświetlenia.
Technologia podstawowa: Jak działa formowanie dwukolorowe
1. Precyzyjna mechanika obrotowa
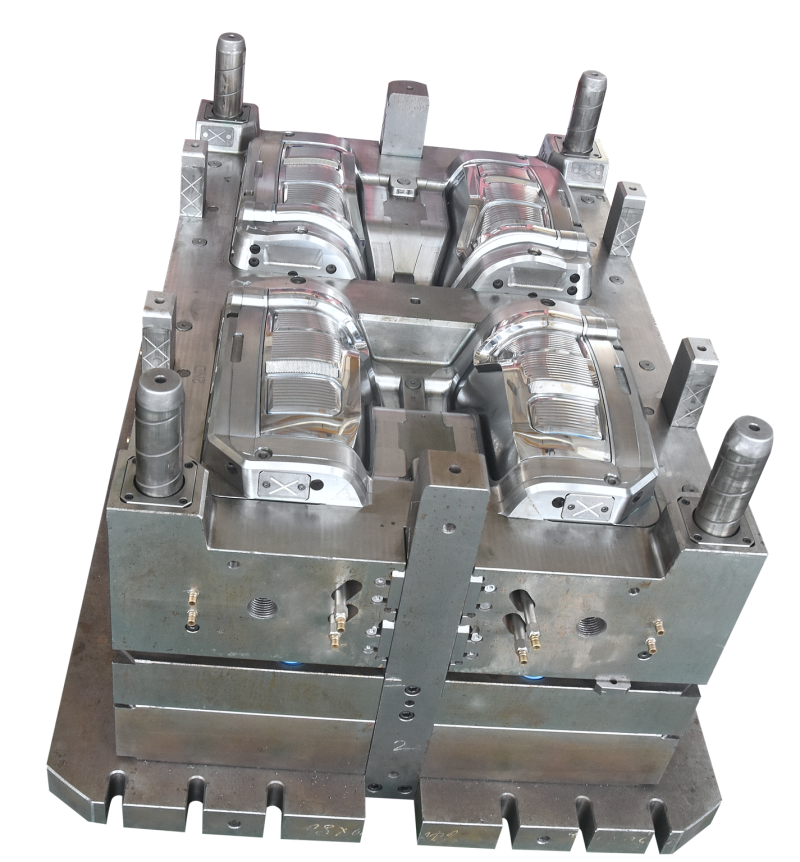
Nowoczesne formy dwukolorowe, takie jak system w CN212826485U, wykorzystują silnik obrotowy, który zapewnia płynne przejścia kolorów. Najpierw wtryskiwana jest warstwa bazowa (np. czerwony PMMA). Następnie forma obraca się o 180 stopni.° za pomocą serwosilnika i systemu szyn prowadzących, ustawiając element do drugiego wtrysku (zazwyczaj przezroczysty poliwęglan). Eliminuje to linie podziału na krytycznych powierzchniach optycznych, co stanowi kluczową zaletę w porównaniu z alternatywami klejonymi lub formowanymi wtryskowo.
2. Eliminacja defektów kosmetycznych
Konwencjonalne formy często pozostawiają widoczne ślady po wypychaczach lub linie przecieku. Innowacje takie jak skośne szwy (15°–25°) i przeniesiono sworznie wyrzutnika—teraz umieszczone pod powierzchniami nieoptycznymi—gwarantuje nieskazitelne wykończenie. Jak ujawnia patent CN109747107A, ta subtelna zmiana konstrukcji zapobiega powstawaniu artefaktów wynikających z załamania światła, co jest kluczowe dla uzyskania przejrzystości na poziomie OEM.
3. Wirtualne prototypowanie z Moldflow
Symulacje nakładania się tworzyw termoplastycznych w Moldflow pozwalają przewidzieć dynamikę przepływu materiału i potencjalne defekty przed cięciem stali. Inżynierowie analizują:
- Naprężenie ścinające na stykach materiałów
- Deformacja wywołana chłodzeniem
- Różnice ciśnień wtrysku
Wirtualna walidacja pozwala skrócić cykle prób o 40% i zapobiega kosztownym przeróbkom form.













